

Celem producenta tektury falistej jest sprzedaż tektury oraz opakowań z tektury falistej swoim klientom. Produkuje arkusze tektury falistej na linii do produkcji tektury falistej (zwanej tekturnicą) i przetwarza tekturę w pudełka (zgodne z normą FEFCO), bardziej złożone opakowania i konstrukcje POS. Producent tektury sprzedaje ją bezpośrednio przetwórcom tektury falistej.
Papiery
Aby wyprodukować tekturę falistą, producent tektury zamawia role papieru u producenta papieru. Role papieru dostarczane są najczęściej w szerokościach, które mogą wynosić od 1750 mm do 3300 mm. Istnieją różne rodzaje papierów, min.:
- Kraftliner: papier używany do produkcji warstwy płaskiej, wysokiej jakości, wykonany z włókien pierwotnych. Jest najbardziej wytrzymały i najdroższy.
- Testliner: papier używany do produkcji warstwy płaskiej, wykonany głównie z włókien pochodzących z recyklingu.
- Papier CMP (Chemi-mechanical): najbardziej odporny papier na warstwę falowaną (tzw. fluting).
- Wellenstoff: papier na warstwę falowaną (tzw. fluting), wykonany głównie z włókien pochodzących z recyklingu.

Papier rolowy
Produkcja tektury falistej.
Tekturę falistą wykonuje się na tekturnicy, czyli maszynie o długości ponad 100 metrów i zmiennej szerokości (średnio 2,50 metra). Linia do produkcji tektury składa się z kilku elementów:
- Dwie pojedyncze okładziny (single facers): ich rolą jest sklejenie warstwy płaskiej (liner) z warstwą falowaną (fluting). Papier do produkcji warstwy falowanej (fluting) jest karbowany na gorąco w włach ryflujących. Istnieją różne rozmiary wałów ryflujących, które nadają falom różną wysokość. Przykłady: Fala A (duża, ~4,5 mm), Fala C (średnia, ~3,5 do 4,5 mm), Fala B (mała, ~2,5 do 3,5 mm) , Fala E (mikro, ~1,5 do 2 mm), Fala K lub Fala D (bardzo duża, ponad 7 mm). Sklejenie warstwy płaskiej (linera) z warstwą falowaną (fluting) uzyskuje się za pomocą kleju na bazie skrobi.
- Może istnieć trzecia pojedyncza warstwa, jeśli linia tekturnicy może produkować tekturę trójwarstwową. Istnieją tekturnice siedmiowarstwowe, a nawet dziewięciowarstwowe.
- Podwójny moduł klejący, czyli tzw. double facer, gdzie obie pojedyncze okładziny są montowane z linerem w celu uzyskania podwójnej warstwy „double-double”.
- Stół grzewczo-suszący: jego zadaniem jest wysuszenie kleju. Po wyjściu z maszyny tektura jest już twarda.
- Slotowanie/bigowanie: wykonuje slotowanie i bigowanie arkuszy tektury, zgodnie z zaplanowanym programem i zleceniem produkcyjnym. Noże tną arkusz tektury na formatki; odcinają także odpad. Bigowanie arkuszy: dzięki temu składanie klap będzie później łatwiejsze.
- Noże poprzeczne (sheeters): tną arkusze wzdłuż wyjścia z tekturnicy. Po pocięciu arkusze układane są w stosy na paletach.
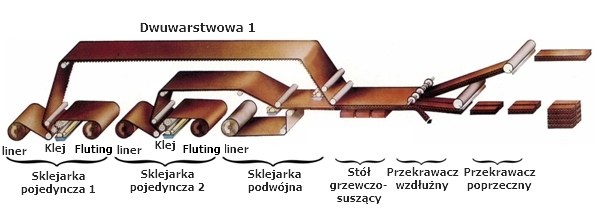
Schemat działania tekturnicy
Arkusze tektury falistej.
Wyprodukowane arkusze tektury mogą mieć różne „profile fali”. Do opisu profilu często używamy kodu utworzonego ze skojarzenia kodów fali (w tej kolejności: od fali zewnętrznej do wewnętrznej):
- Tektura dwuwarstwowa. Element elastyczny, a nie arkusz.
- Tektura trójwarstwowa. Na przykład: A, C lub B.
- Tektura pięciowarstwowa lub „Double-double”. Na przykład: EB or BC.
- Tektura siedmiowarstwowa. Na przykład: BAK, BCA.

profil-papier-rodzaj fali
W zależności od profilu fali i stosowanych różnych rodzajów papieru, istnieją różne „składy tektury”. Dopasowanie gatunków tektury jest ważne dla producentów. Tektura musi posiadać określoną wytrzymałość na: zgniatanie, przebicie, wilgoć itp.. W tym kontekście okresowo przeprowadzane są wewnętrzne kontrole laboratoryjne.
Tak więc arkusz tektury wykonany jest z odpowiedniego składu tektury, o określonym wymiarze („szerokość” i „długość„) i jest ewentualnie zbigowany (przygotowany do złożenia) wzdłuż.

Arkusze tektury falistej
Produkcja opakowań
Tektura falista przechodzi przez szereg maszyn przetwarzających, aby wyprodukować opakowanie spełniające oczekiwania klienta. Opakowania najczęściej mają postać kartonów zgodnie z normą FEFCO, karton wilkogabarytowe, fasonowe (pod wykrojnik), jak również wieloelementowe POS-y.
Poszczególne etapy przetwarzania mogą obejmować następujące elementy:
- Sztanca lub bigówka: formatowanie lub wygniatanie (bigowanie).
- Druk: fleksograficzna lub offsetowa maszyna drukarska z zespołami lakierującymi.
- Sztancowanie: rotacyjna maszyna sztancująca lub maszyna do sztancowania z płaskim stołem.
- Sklejarko-składarka: do składania i sklejania/szycia pudełek
- Maszyna do owijania taśmą.
Pudełko z tektury falistej: pudełko z dopasowanym wiekiem
Magazynowanie i logistyka
Dobre zarządzanie zapasami według partii i lokalizacji jest istotnym elementem zarządzania pracą tekturnicy. Kluczowym czynnikiem jest również logistyka, pozwalająca na lepszą organizację dostaw.
Odpowiedź firmy Volume Software na potrzeby firm zajmujących się produkcją i przetwarzaniem tektury: VoluPack ERP.
System informatyczny VoluPack jest specjalnie skierowany do producentów tektury falistej.